
装置や産業プラントの運転管理をするため、それらの状態の推定として異常検出・異常検知を行うことがあります。異常検出についてや、気軽に異常検出の検討ができる無料のソフトウェアについてはこちらをご覧ください。
今回は異常検出の4つの役割についてお話しします。
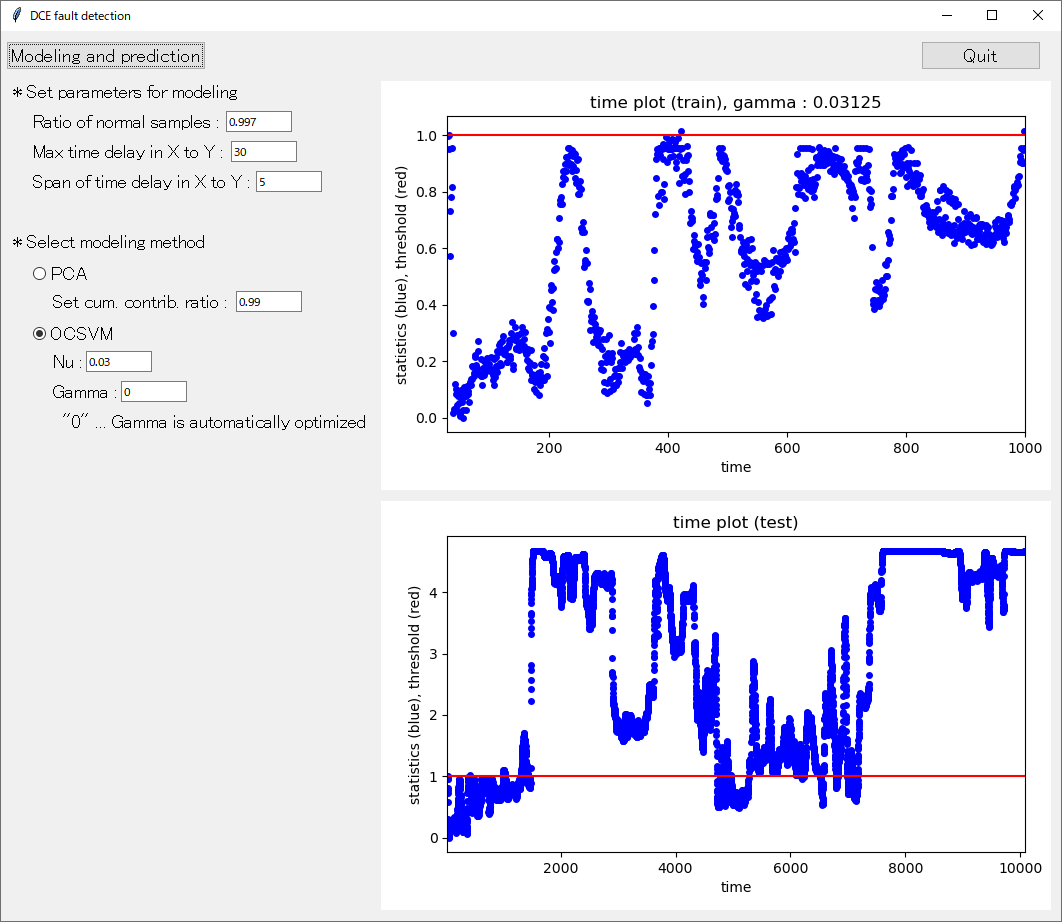
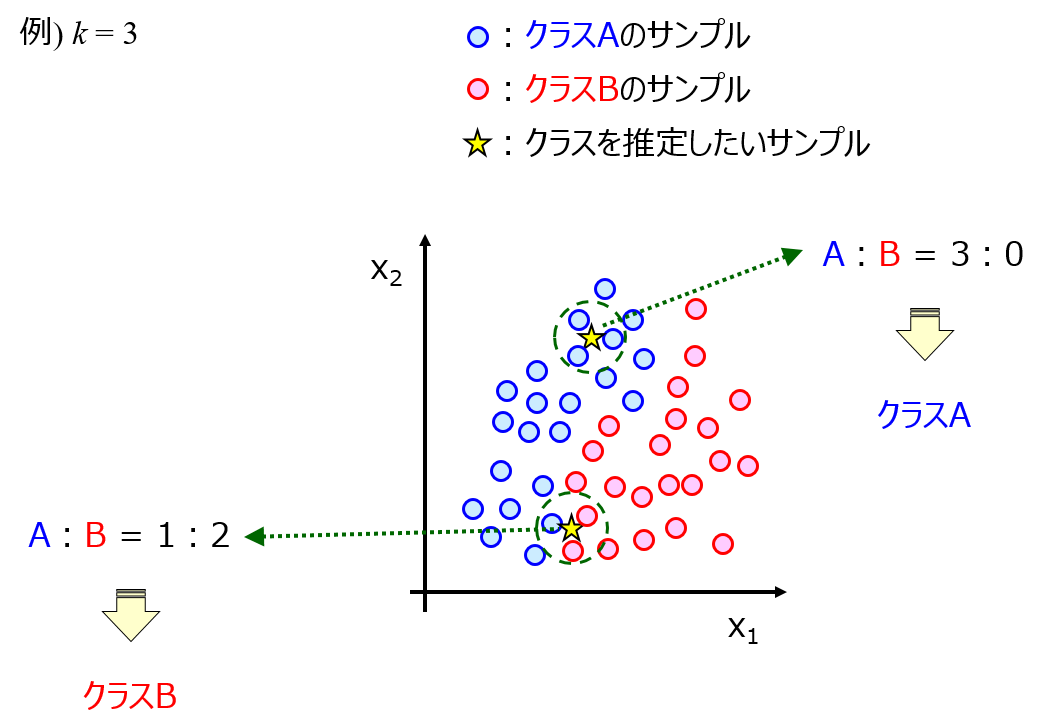
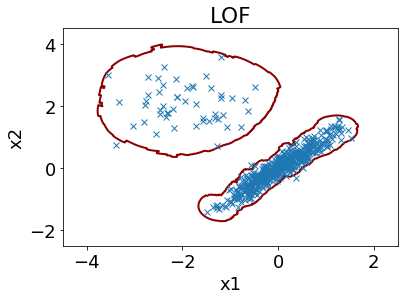
一つは文字通り、装置やプラントの状態が正常か異常かを診断することです。基本的には、複数のプロセス変数の組み合わせが異常に関与していますので、主成分分析 (Principal Component Analysis, PCA) に基づく T2統計量・Q統計量や、k最近傍法 (k-Nearest Neighbor, k-NN) や、Local Outlier Factor (LOF) や、One-Class Support Vector Machine (OCSVM) といった手法により、正常なプロセス状態において測定されたデータセットから、そのデータ領域を設定・指定します。
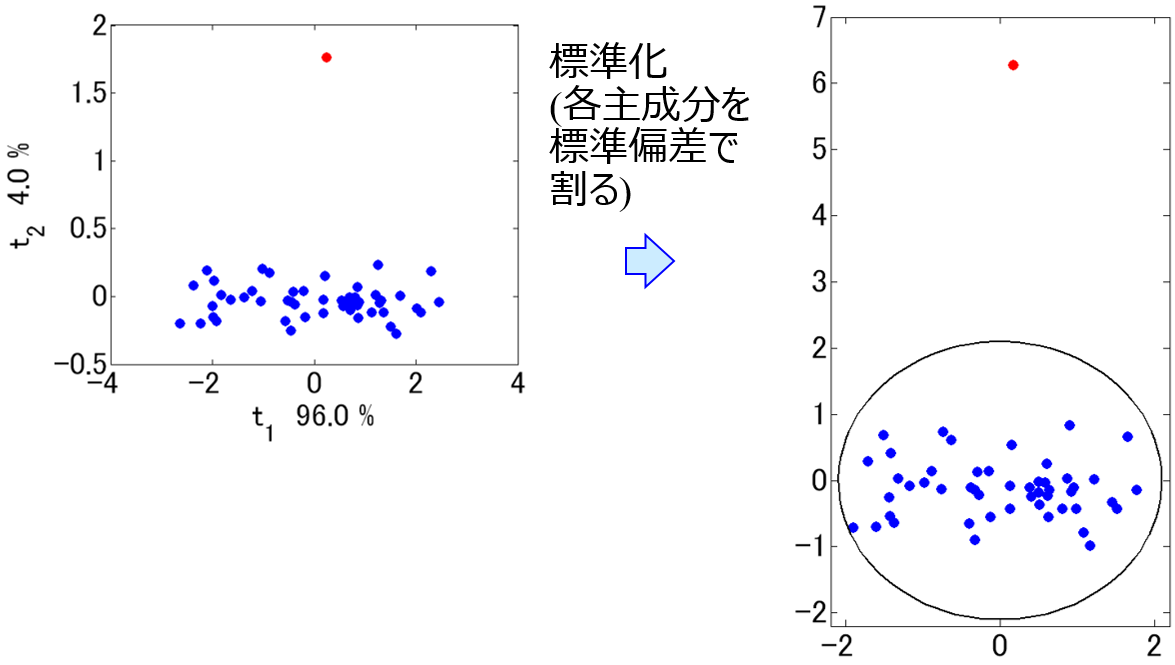
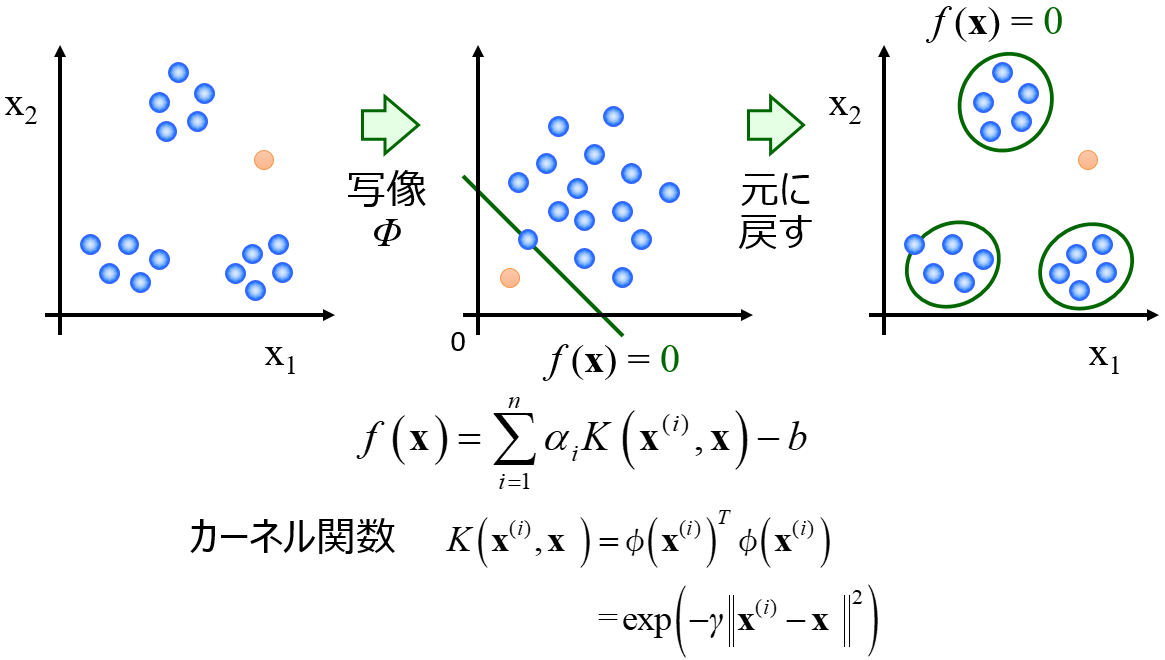
正常なデータ領域を、新たに測定されたサンプルが超えたときに異常と診断されます。これによりリアルタイムに異常を検出でき、異常に対して早期に対処できます。
2つ目は、異常を予測することです。装置やプラントでは、いきなり異常 (100%の異常) が発生するのではなく、徐々に異常に近づく (異常のパーセンテージが 100% に近づく) ことが多いです。例えば30%くらいの異常を検出できれば、100%の異常になる前に予知できたといえます。このように真の異常になる前の、異常になりつつある状態を推定することで、事前にメンテナンスをすることができ、大きな損害になることを防ぐことができます。
3つ目は、異常に関係するプロセス変数の診断です。異常なプロセス状態もしくは異常に近づきつつあるプロセス状態を検出できれば、そのプロセス状態への寄与の高いプロセス変数を診断できます。PCA に基づく T2統計量・Q統計量それぞれ、統計量に対する各プロセス変数の寄与の大きさを定量的に求めることができ、また例えば k-NN や OCSVM などの非線形モデルでも、モデルを微分して各プロセス変数の傾きを調べることで、異常なプロセス状態への寄与の大きさを計算できます。寄与の大きいプロセス変数が異常に関与すると考えられ、それに基づいて異常の原因を調べることもできます。
4つ目は、ソフトセンサーにおけるモデルの適用範囲 (Applicability Domain, AD) についてです。ソフトセンサーについてはこちらをご覧ください。
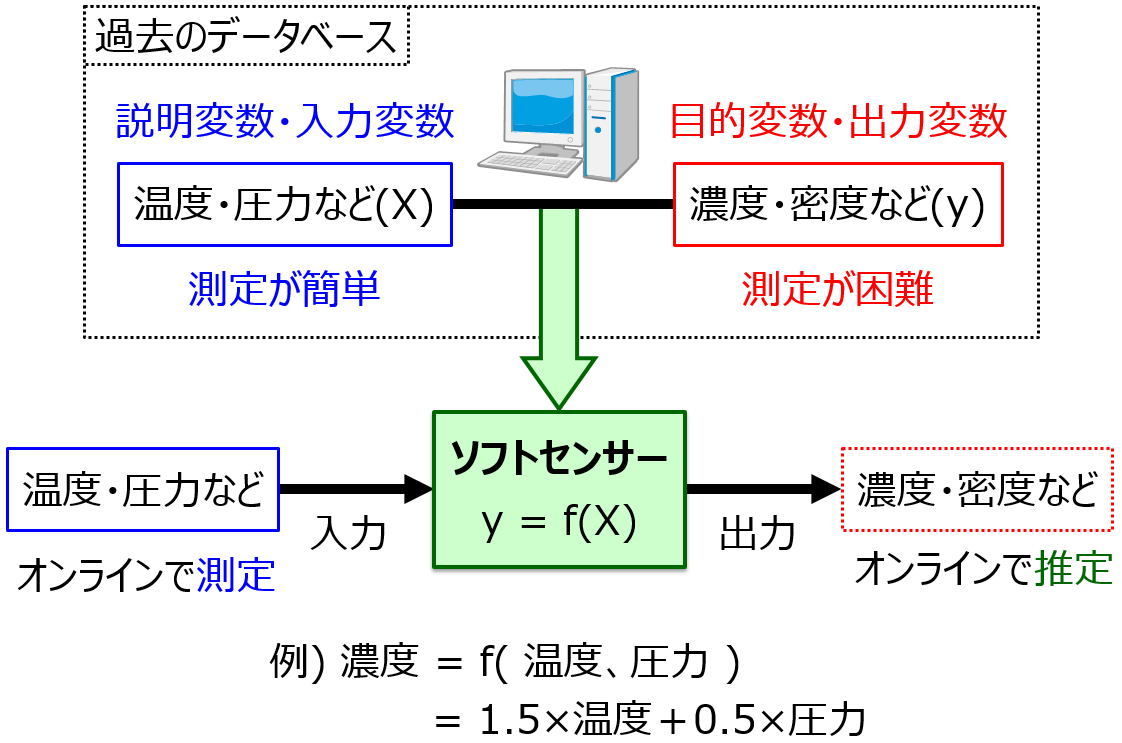
モデル構築のときに予測精度が高いソフトセンサーが構築できたとしても、ソフトセンサーが予測するときのプロセス状態が、モデル構築データにおけるいずれのプロセス状態とも離れていると、ソフトセンサーの予測精度は低下する傾向にあります。そのためプロセス状態を推定しながら、ソフトセンサーを運用することが望ましく、その状態推定に異常検出のモデルを活用できます。モデル構築用データと同じプロセス状態、つまり AD 内と判断されれば、ソフトセンサーは精度よく予測できると考えられ、モデル構築用データとは異なる状態、つまり AD 外と判断されれば、ソフトセンサーの予測誤差は大きくなる可能性が高いといえます。
以上のように異常検出・異常検知といってもいろいろな役割がありますので、異常検出を検討するときは、ぜひこれらの役割を考慮して、いろいろな用途に使用していただければと思います。
以上です。
質問やコメントなどありましたら、twitter, facebook, メールなどでご連絡いただけるとうれしいです。

